
سیلندر خشک کن/خشک کن قوطی/استیل یانکی
سیلندر خشک کن/خشک کن قوطی/استیل یانکی
سیلندر خشک کن
سیلندر خشککن، استوانهای توخالی است که از ورق چدن یا فولاد ساخته شده و در دو انتها با پوششهایی جوش داده شده است و شامل یک بدنه سیلندر و سرسیلندر در دو انتها میباشد. قطر خارجی آن معمولاً ۱۰۰۰ تا ۳۰۰۰ میلیمتر است. در حین کار، بخار برای خشک کردن کاغذ به داخل آن عبور داده میشود.
خشککن ماشینهای کاغذ، جزء کلیدی مورد استفاده برای خشک کردن کاغذ است - مخازن تحت فشار کلاس I.
تعداد سیلندرهای خشککن چدنی حدود دو سوم کل مخازن تحت فشار در صنعت کاغذ را تشکیل میدهد. موادی که معمولاً برای ساخت سیلندرهای خشککن استفاده میشوند HT200 و HT250 هستند.

از نظر کیفیت ساخت، لازم است که هیچ سوراخ نفوذی یا سوراخ شنی بیش از حد وجود نداشته باشد.
برای افزایش صافی سطح کاغذ، لازم است سطح بیرونی خشککن صیقل داده شده و سطح داخلی آن صاف شود، به طوری که کل دیواره خشککن ضخامت ثابتی را حفظ کند تا ایمنی، تعادل و انتقال حرارت یکنواخت خشککن تضمین شود.
وظیفه خشک کن، خشک کردن رطوبت موجود در کاغذ و تزئین سطح کاغذ است.
اجزای اصلی سیلندر خشک کن
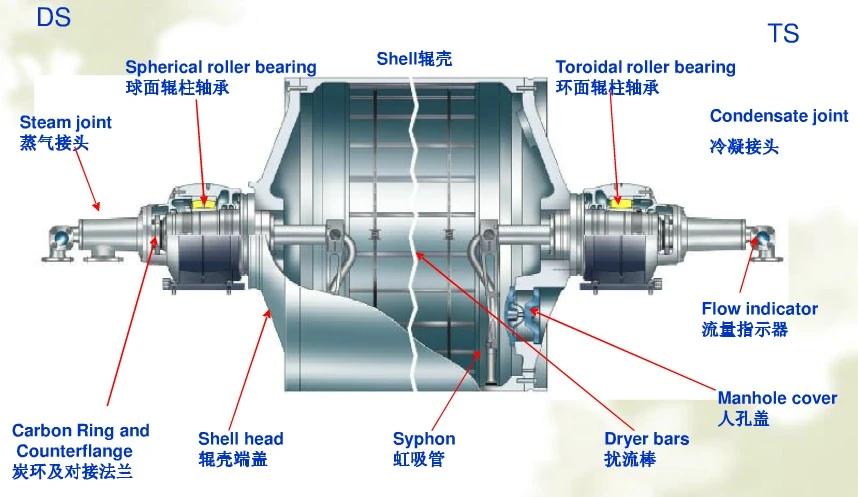
اجزای اصلی خشک کن شامل: پوسته غلتک، میله توربولانس، لوله سیفون، پوشش انتهایی، پوشش منهول، یاتاقان ها، سر شفت، اتصال بخار و غیره می باشد.
سیلندر خشک کن اصل خشک کردن
بخار اشباع شده که از محل اتصال بخار وارد میشود، درون خشککن متراکم شده و گرما آزاد میکند که باعث افزایش دمای خشککن میشود و در نتیجه ورقهای کاغذی که روی سطح پوسته غلتکی حرکت میکنند را گرم میکند.
گرما از طریق تماس بین کاغذ و سطح خشک کن به کاغذ منتقل می شود.
پس از آزاد شدن گرما و چگالش بخار، مقدار زیادی آب چگالش شده تولید میشود. این آب چگالش شده به دلیل نیروی گریز از مرکز ناشی از چرخش خشککن به سطح داخلی خشککن میچسبد و یک حلقه آب با سرعت زاویهای بالا تشکیل میدهد که مانع انتقال گرما به سطح خشککن میشود.
بنابراین، برای تخلیه به موقع آب تغلیظ شده، به یک لوله سیفون نیاز است.
در سرعتهای پایین، حلقه آب تشکیل نمیشود، اما ممکن است آب ناشی از میعان در خشککن پاشیده و جمع شود.

اجزای اصلی سیلندر خشک کن
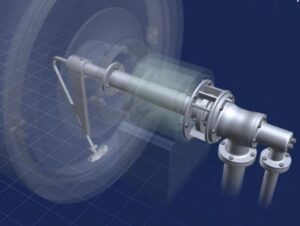
سیلندر خشک کن اتصال بخار
همانطور که قبلاً ذکر شد، بخار باید وارد خشککن شود و آب تغلیظ شده داخل آن باید تخلیه شود. اما خشککن یک بدنه استوانهای چرخان است، بنابراین برای انجام این کار به یک اتصال ویژه، یعنی اتصال بخار، نیاز است.
ورود بخار و تخلیه آب تغلیظ شده معمولاً توسط یک مفصل چرخشی در یک انتهای خشک کن تکمیل میشود، یا میتوان بخار را از یک انتها وارد و آب تغلیظ شده را از انتهای دیگر تخلیه کرد.
نمودار بالا یک شماتیک معمول از اتصالات بخار است که در آن بخار و میعانات در یک انتها وارد و تخلیه میشوند. گردن شفت در این انتهای خشککن توخالی است و مسیری برای بخار و آب میعانات فراهم میکند. پس از ورود به انتهای ورودی، بخار از طریق دهانه لوله انتقال وارد خشککن میشود و آب میعانات توسط یک سیفون مکیده شده و از طریق خط لولهای که درون لوله انتقال قرار دارد، تخلیه میشود.
با توجه به نیاز به نصب یاتاقانها و سایر قطعات روی گردن شفت، افزایش دما ناشی از ورود بخار به گردن شفت اثرات نامطلوبی خواهد داشت. بنابراین، از غلافهای عایق برای جدا کردن هرچه بیشتر گرمای بخار در لوله انتقال از گردن شفت استفاده میشود. سیلندر خشککن
غلاف عایق روی گردن شفت توخالی ثابت شده و همراه با خشک کن میچرخد، در حالی که براکت ثابت، لوله انتقال و غیره ثابت هستند. سیلندر خشک کن
انتهای غلاف عایق باید با یک حلقه کربنی آببندی شود تا از نشت بخار داخلی جلوگیری شود. سیلندر خشککن
سیلندر خشک کن میله ای توربولانس
هدف از نوار تلاطم، مختل کردن حلقه آب میعانات تشکیل شده در خشک کن تحت چرخش با سرعت بالا و ایجاد تلاطم بیشتر است. نوار تلاطم در جهت افقی سطح داخلی خشک کن نصب شده است و با سرعت ثابت همراه با خشک کن می چرخد. بنابراین، حلقه آب را حرکت می دهد، تلاطم ایجاد می کند و هدایت گرما را تسهیل می کند. موقعیت نوار تلاطم را در نمودار ساختار خشک کن رسم کنید.
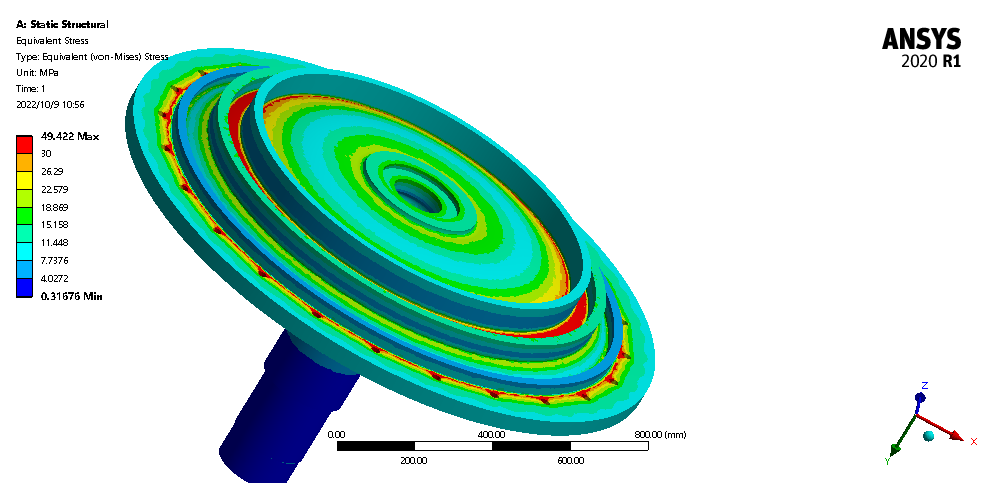
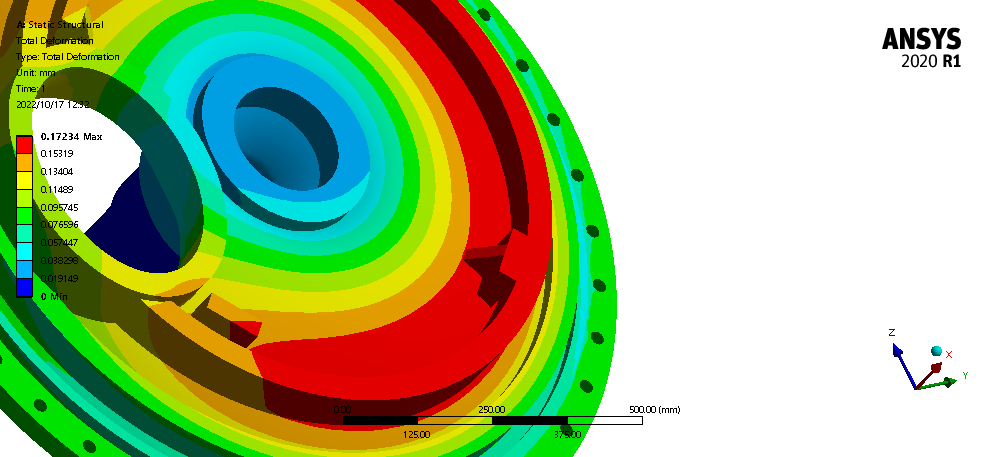
تحلیل المان محدود سیلندر خشککن
سوالات متداول سیلندر خشک کن
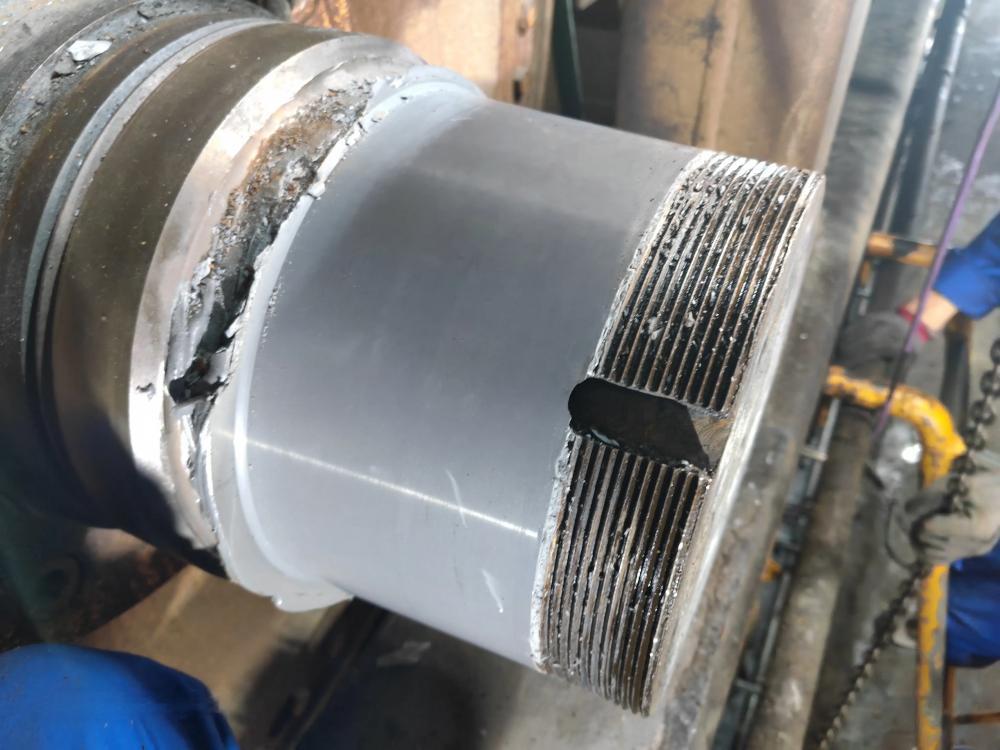
خشک کردن سر شفت سیلندر، خشک کردن سیلندر
به دلیل دما و فشار بالایی که خشککن در حین کار متحمل میشود، سر شفت خشککن مستعد ساییدگی و پارگی است و در نتیجه دستگاه قادر به کار نخواهد بود.
روش تعمیر سنتی، پردازش غلافهای غیر استاندارد برای تعمیر است که به راحتی میتواند منجر به مشکلاتی در ترکیب غلافهای غیر استاندارد و قطر شفت شود؛ دمونتاژ، ماشینکاری و تعمیر، دورههای ساخت طولانی و هزینههای بالایی دارند.
سالهای زیادی است که شرکتها قادر به یافتن روشهای تعمیر مؤثر و سریع نبودهاند. روشهای تعمیر سریع و جاافتاده در چین عمدتاً از مواد کامپوزیت پلیمری برای تعمیر سریع در محل استفاده میکنند که از نظر اثر تعمیر و هزینه، بسیار فراتر از روشهای تعمیر سنتی مانند جوشکاری و آبکاری با برس هستند.
زمان تعمیر سریع، فرآیند ساده و هزینه نسبتاً کم است. مواد کامپوزیت پلیمری نه تنها تماس ۱۰۰٪ بین سطوح جفت شونده خود را تضمین میکنند، بلکه دارای خاصیت ارتجاعی ذاتی نیز هستند که توانایی آنها را در مقاومت در برابر ضربه و ارتعاش بسیار بالاتر از مواد فلزی غیر تسلیم شونده میکند. سیلندر خشک کن
در عین حال، آنها با انبساط و انقباض حلقه داخلی یاتاقان منبسط و منقبض میشوند و احتمال سایش را به حداقل میرسانند و عملکرد طبیعی تجهیزات را حتی فراتر از عمر مفید معمول آن تضمین میکنند.
روش کار سیلندر خشک کن:
۱. پردازش قالب: ساخت قالبهای استاندارد دوجداره (با قابلیت قرارگیری دو طرفه یا یک طرفه)؛
۲. عملیات سطحی: چربیزدایی، پرداخت، تمیزکاری برای اطمینان از یک سطح تمیز، خشک و محکم؛
۳. مخلوط کردن مواد: نسبت دقیق، اختلاط یکنواخت؛
۴. جنس پوشش: از چسبندگی، پرکنندگی و ضخامت آن اطمینان حاصل کنید.
۵. نصب قالب: ماده جداکننده را اعمال کنید، نصب کنید و قالب را تعمیر کنید تا مطمئن شوید مواد اضافی خارج شدهاند.
۶. خارج کردن قالب از قالب: پس از انجماد، قالب را برای تمیز کردن مواد اضافی جدا کنید. مواد نباید ضربه بخورند و میتوان آنها را با استفاده از ابزارهایی مانند ماشینهای پولیش و سوهانها مطابق با الزامات نصب، جدا کرد.



